نحوه کالیبره کردن پرینتر سه بعدی
یکی از کارهای بسیار مهم قبل از استفاده از پیرینتر سه بعدی، کالیبره کردن پرینتر سه بعدی می باشد . در ادامه این محتوا به نحوه این کار پرداخته ایم، لطفا با ما همراه باشید.
قطعات برای ساخت در پرینتر سه بعدی بر روی یک میز که اصطلاحاً به آن BED گفته می شود شکل می گیرند. بر عکس دستگاه CNC که یک بلوک از مواد اولیه بر روی دستگاه بسته می شود و ابزار براده برداری با تراش این بلوکt قطعه نهایی را شکل می دهند، در پرینتر سه بعدی در ابتدا هیچ قطعه ای وجود ندارد و مواد اولیه بعد از گرم شدن توسط اکسترودر بر روی میز دستگاه تزریق می شوند و با حرکت اکسترودر قطعه نهایی شکل می گیرد.
ابعاد میز در پرینترهای سه بعدی مختلف متفاوت است و این سایز میز محدوده کاری پرینتر سه بعدی را مشخص می کند.

کالیبره کردن میز پرینتر سه بعدی
همانطور که می دانید پرینتر سه بعدی قطعات را به صورت لایه لایه می سازد. برای این کار نازل پرینتر سه بعدی به اندازه یک لایه از میز دستگاه فاصله می گیرد. این لایه (استپ) در حد میکرون است و متناسب با کیفیتی که نیاز داریم این فاصله شکل می گیرد. برای این که بتوانیم یک کیفیت خوب از پرینتر سه بعدی مخصوصاً لایه اول داشته باشیم، باید این فاصله نازل در تمام نقاط میز پرینتر سه بعدی یکسان باشد.
میز پرینتر سه بعدی معمولاً به دلایل مختلف بعد از مدتی استفاده از حالت کاملاً صاف خارج می شود و ممکن است فاصله نازل از میز در نقاط مختلف متفاوت شود. لذا باید این فاصله را مجددا یکدست و هم اندازه کنیم که اصطلاحاً به این کار کالیبره کردن میز پرینتر سه بعدی می گویند.
میز پرینتر سه بعدی به وسیله پیچ و مهره و به کمک فنر به بدنه اصلی متصل می شود. وجود این فنرها در چهار طرف میز ، برای کالیبره کردن پرینتر سه بعدی می باشد. با شل و سفت کردن این فنر ها فاصله میز از نازل کم و زیاد می شود. لذا در نقاطی که فاصله کمتر از استاندارد است فنر را سفت می کنیم تا فاصله بیشتر شود ودر نقاطی که فاصله از استاندارد بیشتر باشد فنر را شل می کنیم تا فاصله کمتر شود.
روش کالیبره کردن میز پرینتر سه بعدی
برای کالیبره کردن میز پرینتر سه بعدی ابتدا با دستور AUTO HOME نازل را در نقطه صفر دستگاه هدایت می کنیم. این نقطه صفر در اصل نقطه ای است که سه محور در کمترین مقدار خود که همان فاصله صفر است قرار می گیرند. یعنی فاصله نازل از میز پرینتر باید صفر باشد و نازل مماس با میز پرینتر قرار می گیرد.
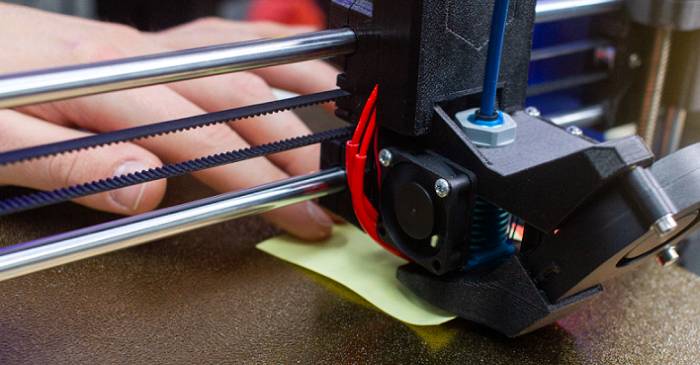
سپس با کمک دست نازل را به یکی از گوشه های پرینتر که در قسمت زیر آن فنر قرار گرفته، برده و سپس یک تکه کاغذ را بین نازل و میز قرار می دهیم بهترین حالت وقتی است که کاغذ به صورت مماس با نازل قرار می گیرد یعنی نه آنقدر سفت که به سختی حرکت کند و نه آنقدر شل باشد که تماسی با نازل نداشته باشد. همان طور که قبلاً نیز گفته شد با کمک شل و سفت کردن پیچ زیر میز این فاصله را ایجاد می کنیم.
بعد از تنظیم کردن فاصله نازل از میز در اولین گوشه از چهار طرف میز، با کمک دست نازل را به گوشه دوم برده و همین کار را در قسمت دوم نیز انجام می هیم. میز پرینتر سه بعدی چهار گوشه دارد و باید در تمام این چهار قسمت فاصله نازل از میز دستگاه را تنظیم کنیم.
با توجه به این که شل و سفت کردن هر گوشه از میز دستگاه بر روی قسمت های دیگر نیز مؤثر است بعد از اتمام کالیبره کردن چهار طرف میز، یکبار دیگر این چهار قسمت را چک می کنیم تا از کالیبره بودن میز دستگاه مطمئن شویم. با این کار میز دستگاه در تمام نقاط در یک فاصله مشخص از نازل قرار می گیرد. لذا وقتی که لایه اول را استارت می کنیم نازل دقیقاً در فاصله تعریف شده قرار می گیرد و یک قطعه با کیفیت خواهیم داشت
سیستم اتوکالیبره پرینتر سه بعدی
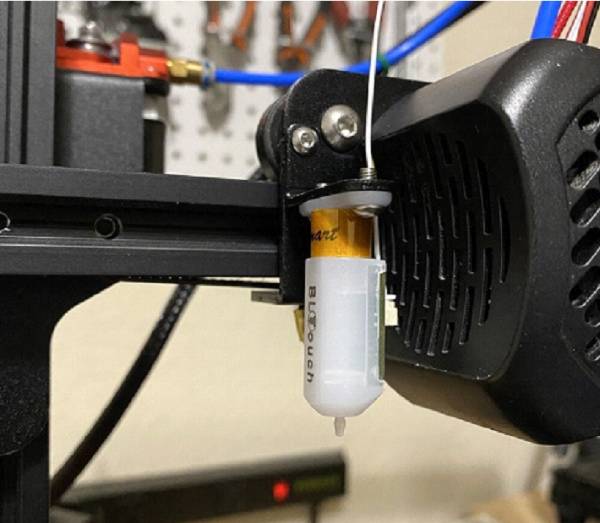
برخی از پرینترهای سه بعدی مجهز به سیستم اتوکالیبره هستند. به طوری که برای کالیبره کردن پرینتر سه بعدی به اقداماتی که در بالا توضیح داده شده نیست و دستگاه به صورت اتوماتیک این کار را انجام می دهد. البته در سیستم اتوکالیبره فنر شل و سفت نمی شود. یک سنسور به محض برخورد با میز فاضله را تشخیص می دهد و نازل را به اندازه یک لایه از میز در همان نقطه قرار می دهد.
سیستم اتوکالیبره به جای چهار نقطه معمولاً نه نقطه از میز را چک می کند و همین کار سبب می شود که کیفیت پرینت در سیستم اتوکالیبره به مراتب بالاتر باشد. اکثر پرینترهای سه بعدی آرلی مجهز به سیستم اتوکالیبره هستند . سیستم اتوکالیبره معمولاً در پرینترهای بزرگ استفاده می شوند. چرا که کالیبره در این پرینترها سخت تر می باشد. هر چند که در پرینترهای سه بعدی کوچک نیز می توان سیستم اتوکالیبره را داشت.
دلایل کالیبره کردن پرینتر سه بعدی
۱- کیفیت پرینت
دقت و کیفیت پرینتر سه بعدی تحت تأثیر کالیبره نیز می باشد. در صورتی که یک طرف میز شیب داشته باشد (حتی در کمترین مقدار) این شیب بر روی قطعه نیز تأثیر گذار است وسبب می شود که هم کیفیت و هم دقت قطعه کار کاهش پیدا کند.
۲- احتمال کنده شدن قطعه کار
اگر کالیبره از یک حد بیشتر خارج شده باشد، یک قسمت میز ممکن است بسیار سفت و قسمتی دیگر آنقدر شل باشد که قطعه کار به درستی بر روی میز نچسبد و همین امر سبب دفرمگی و احتمالاً کنده شدن قطعه کار از روی میز شود. معمولاً این اتفاق در قطعات بلند خود را بیشتر نشان می دهد.
۳- قطعات اسمبلی
یکی از مشکلات عدم کالیبره بودن میز، قطعاتی است که بعد از پرینت باید مونتاژ شوند. شل و سفت بودن میز باعث یک سطح ناصاف در لایه اول شده و وقتی دو قطعه پرینت شده بر روی هم قرار می گیرند ممکن است یک فاصله بین آن ها قرار بگیرد و همین کار را خراب می کند.